 产品说明:1、脚手架立杆焊接机采用免点焊的做法。即事先把套管、轮扣或圆扣定位好,然后利用气缸把另一夹紧板推进,把立杆穿插过去使之与装在气缸上的套管相接。用人工在立杆与套管间的焊缝上点焊。2、脚踩起动开关,装夹好的待焊立杆由气缸自动送至焊接区,尾顶进给使之与主轴相联并保持合适的松紧度,双层送料板的夹紧板退开后退回原位,焊接区中间的上下气缸同时自动下压和上升用滚轮把立杆夹持住,同时遮挡罩在气缸的推拉下盖住焊接区。
产品说明:1、脚手架立杆焊接机采用免点焊的做法。即事先把套管、轮扣或圆扣定位好,然后利用气缸把另一夹紧板推进,把立杆穿插过去使之与装在气缸上的套管相接。用人工在立杆与套管间的焊缝上点焊。2、脚踩起动开关,装夹好的待焊立杆由气缸自动送至焊接区,尾顶进给使之与主轴相联并保持合适的松紧度,双层送料板的夹紧板退开后退回原位,焊接区中间的上下气缸同时自动下压和上升用滚轮把立杆夹持住,同时遮挡罩在气缸的推拉下盖住焊接区。
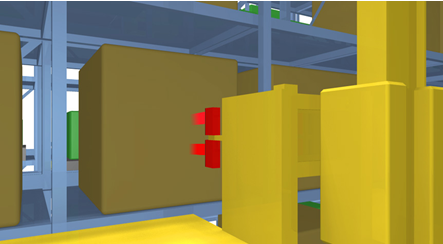
 应用范围: 适用于脚手架立杆钢管上的套筒、菊花盘、轮扣、碗扣、盘扣、香蕉头的全自动焊接。左右两电极分别通过多层铜套与焊接变压器次级线圈的导体连接,焊接变压器的次级线圈采用循环水冷却。在焊接处的两侧及下方均有防护板,以免熔化金属溅入变压器及开关中。焊工须经常清理防护板上的金属溅沫,以免造成短路等故障
应用范围: 适用于脚手架立杆钢管上的套筒、菊花盘、轮扣、碗扣、盘扣、香蕉头的全自动焊接。左右两电极分别通过多层铜套与焊接变压器次级线圈的导体连接,焊接变压器的次级线圈采用循环水冷却。在焊接处的两侧及下方均有防护板,以免熔化金属溅入变压器及开关中。焊工须经常清理防护板上的金属溅沫,以免造成短路等故障
焊接时间:在无预热的闪光焊时,焊接时间视焊件的截面及选用的功率而定。当电流密度较小时,焊接时间即延长,通常约为5秒左右一个

















 粤公网安备 44190002000523号
粤公网安备 44190002000523号