一、液压热熔对接焊机用途:
适用于在工地现场及车间将PE PP F等塑料管材与管材、管材与管件热熔焊接。
二、液压热熔对接焊机基本技术参数:
熔接规格: 90、110、125、140、160、180、200、225、250
加热控温:0-300℃
温度误差:±5℃
耗电总功率:3.5KW
使用电源:220V, 50Hz
压力调节范围:0~6.3Mpa
重量:119kg

产品型号90-250型液压热熔对接焊机
组成:包括机架 铣刀 加热板 提篮
机架尺寸:85*53*43cm 重量:52kg
加热板尺寸:44*5.5*47cm 重量:5.5kg
铣刀尺寸:36*47*47cm 重量:17.5kg
提篮尺寸:39*28*56.5cm 重量:2.6kg
液压站尺寸:58*47*47cm 重量:41.5kg
液压热熔对接焊机操作方法:
1、焊接准备
焊接准备主要是检查焊接机状况是否满足工作要求。如检查机具各个部位的紧固件有无脱落或松动;检查整机电器线路连接是否正确、可靠;检查液压箱内液压油是否充足;确认电源与机具输人要求相匹配;加热板是否符合要求(涂层是否损伤);铣刀和油泵开关等的试运行等。
然后将管材规格一致的卡瓦装入机架;设定加热板温度至焊接温度(聚乙烯管机道的焊接温度为200~230℃ ),加热前,应用软纸或布蘸酒精擦拭加热板表面,但注意不要划伤PTFE防黏层。
2、焊接
焊接应按照焊接工艺卡各项参数进行操作。必要时,应根据天气、环境温度等变化对其做适当调整。主要步骤如下。
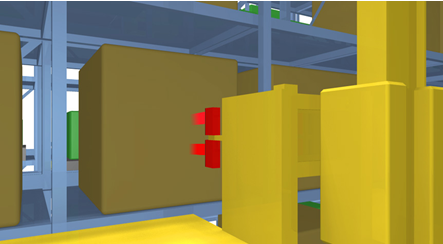
(1)用干净的布清除两管端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当(在满足铣削和加热的要求情况下应尽可能短,通常为25~30mm)。若必要,管材机架以外的部分用支撑物托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。见下图。
(2)置入铣刀,先打开铣刀电源开关,然后缓慢合拢两管材焊接端,并加以适当的压力,直到两端均有连续的切屑出现,撤掉压力,略等片刻,再退出活动架,关掉铣刀电源。切屑厚度应为0.5~1.0mm,通过调节铣刀片的高度可调节切屑厚度。见下图。
(3)取出铣刀,合拢两管端,检查两端对齐情况。管材两端的错位量不应超过管璧厚的10%或1mm中的较大值,通过调整管材直线度和松紧卡瓦可在一定程度上进行矫正;合拢时管材两端面间没有明显缝隙,缝隙宽度最大不能超过:0.3mm(DN< 225mm)、0.5mm(225mm<DN<400mm)或1.0mm(DN>400mm)。如不满足上述要求,应再次铣削,直到满足上述要求。
(4)测量拖动拉力(移动夹具的摩擦阻力),这个压力应叠加到工艺参数压力上,得到实际使用压力。并检查加热板温度是否达到设定值。
(5)加热板温度达到设定值后,放入机架,施加规定的压力,直到两边最小卷边达到规定宽度时压力减小到规定值(使管端面与加热板之间刚好保持接触),进行吸热。
(6)时间达到后,退开活动架,迅速取出加热板,然后合拢两管端,其切换时间应尽可能短,不能超过规定值。冷却到规定的时间后,卸压,松开卡瓦,取出连接完成的管材。
山东鑫隆承诺:大件机械发物流,运费到货后自提付费,我们厂所出售的产品全部都是官方品牌,可开16%增值税发票,可长达1年保修,终身维护,专业的售后服务,如产品出现质量问题或运输过程中发生损坏或者丢失,均可以申诉退换货,给你一个安心,放心,舒心的购物体验过程。
公司:济宁市任城区鑫隆工矿配件厂
统一社会信用代码91370811782302897T
联系人:吴盼
电话/**:15853710933
QQ:1501800872
旺旺:xinlongwufuli
地址:山东省济宁市任城区龙行路旺盛楼1027号


























 粤公网安备 44190002000523号
粤公网安备 44190002000523号